
Агрегат непрерывного нанесения полимерных покрытий
Агрега́т непреры́вного нанесе́ния полиме́рных покры́тий — металлургическая линия непрерывного действия для нанесения тонкого полимерного покрытия на полосу методом плакирования[1][2]. Плакирование представляет собой нанесение на поверхность металлических изделий тонкого слоя другого металла, сплава или полимерного материала различными способами, среди которых горячая прокатка, горячее прессование, наклеивание или сварка взрывом. При производстве листового проката основным методом нанесения полимерных покрытий (полихлорвинил, полиэтилен) является наклеивание плёнки.
Устройство агрегата непрерывного нанесения полимерных покрытий
Агрегат непрерывного нанесения полимерных покрытий (АННПП) обычно входит в состав технологического оборудования в цехе холодной прокатки тонкого листа, где он обычно располагается после дрессировочного стана. Нанесение полимерных покрытий (плакирование) осуществляется в непрерывных агрегатах, аналогичных непрерывным агрегатам цинкования и лужения, при рабочей скорости в головной и хвостовой частях агрегата до 2 м/с. Скорость движения полосы в собственно плакирующей установке составляет 0,1—1,0 м/с.
Агрегат непрерывного нанесения полимерных покрытий состоит из трёх технологических секций[3][4][5]:

- входная секция (подъёмный стол, разматыватель, гильотинные ножницы, электросварочная машина, башенный петлевой накопитель полосы);
- средняя технологическая секция (ванны электролитического обезжиривания и травления, щёточно-моечная машина, ванна для пассивации, клеевая установка, камера сушки клея, плакирующая установка, дисковые ножницы, электрическая печь для размягчения плёнки, сушилка);
- выходная секция (башенный накопитель полосы, гильотинные ножницы, моталка).
Материал полимерного покрытия
Наиболее распространённым материалом полимерной плёнки для плакирования холоднокатаной листовой стали является поливинилхлорид, представляющий собой термопластичный материал аморфной структуры в виде порошка плотностью 1,4 г/см3. Плёночный поливинилхлорид — это пластифицированная поливинилхлоридная смола с добавками стабилизаторов, наполнителей и пигментов. По сравнению с другими видами пластмасс, он имеет более высокие показатели устойчивости в агрессивных средах и морозоустойчивости[4].
Технология работы агрегата непрерывного нанесения полимерных покрытий
Плакированию подвергают стальные или алюминиевые полосы и листы толщиной 0,4—1,0 мм и шириной 530—1020 мм в рулонах массой до 10 т с целью повышения их коррозионной стойкости, звукопоглощения, электроизоляции с последующим окрашиванием (нанесением цветового покрытия). Толщина наносимой полимерной плёнки составляет 0,18—0,40 мм. Плёнка наносится на поверхность полосы при помощи двухкомпонентного клея ВИЛАД-6К, одним из компонентов которого является полиуретановый каучук с добавками, растворённый в циклогексаноне, а вторым — полиизоцианат. Соотношение первого и второго компонентов составляет 100:4.

Технологический процесс нанесения полимерного покрытия (плакирования) включает следующие этапы[3][4][5].
- Подача рулонов холоднокатаного листа при помощи подъёмного стола на разматыватель.
- Обрезка переднего конца полосы на гильотинных ножницах.
- Правка полосы на роликоправи́льной машине.
- Сварка конца разматываемой полосы с концом полосы предшествующего рулона для обеспечения непрерывности технологического процесса.
- Прохождение полосы через башенный петлевой накопитель полосы с целью обеспечения необходимого натяжения для безостановочной работы во время стыковой сварки концов полос.
- Очистка полосы от остатков прокатной смазки в ванне электролитического обезжиривания в растворе тринатрийфосфата (30 г/л) и ОП-10 (2 г/л) при 60—80 °С в течение 3 с и затем в растворе каустической соды (20 г/л), кальцинированной соды (30 г/л), тринатрийфосфата (30 г/л) при 60—80 °С в течение 30 с.
- Чистка полосы в щёточно-моечной машине в течение 5 с и промывка в горячей воде при температуре 75—80 °С в течение 10 с, а затем в холодной воде в течение 10 с.
- Электролитическое травление полосы для придания ей необходимой шероховатости.
- Промывка, пассивация и сушка полосы горячим воздухом.
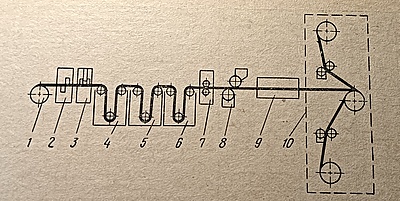 Схема агрегата для нанесения полимерного покрытия с отверждением в рулоне: 1 — разматыватель полосы; 2 — ножницы; 3 — сварочная машина; 4 и 5 — ванны химического обезжиривания и щёточной обработки; 6 — ванна промывки; 7 — сушильное устройство; 8 — клеенамазывающее устройство; 9 — индукторы ТВЧ; 10 - смоточно-плакирующее устройство
Схема агрегата для нанесения полимерного покрытия с отверждением в рулоне: 1 — разматыватель полосы; 2 — ножницы; 3 — сварочная машина; 4 и 5 — ванны химического обезжиривания и щёточной обработки; 6 — ванна промывки; 7 — сушильное устройство; 8 — клеенамазывающее устройство; 9 — индукторы ТВЧ; 10 - смоточно-плакирующее устройство - Нанесение двухкомпонентного клея ВИЛАД-6К на одну или обе поверхности полосы и его сушка.
- Наложение плёнки, разматываемой из рулонов на поверхность или поверхности полосы.
- Обрезка боковых кромок полосы на дисковых ножницах.
- Размягчение плёнки в электрической печи.
- Прокатка-проглаживание полосы с полимерным покрытием роликами при температуре 160—180 °С при давлении до 0,5 Н/мм2 с одновременным тиснением рисунка на поверхности полосы и сушка.
- Прохождение полосы через башенный петлевой накопитель полосы.
- Обрезка полосы на гильотинных ножницах и смотка в рулон на моталке.

Другие технологии нанесения полимерных покрытий
- Термическое адгезирование, основанное на использовании полиэтилена низкой плотности в виде гранул в качестве полимерной основы. Предварительно измельчённые наполнители смешивают с гранулами в специальных смесителях, и эта смесь, проходя через нагретые прикатные валки, образует полимерную плёнку[6].
- Отверждение в рулоне. Клеевой слой наносится и затвердевает непосредственно в смотанном с натяжением рулоне полосы и термически активируется в индукционной печи ТВЧ. Далее в процессе смотки на моталку с подаваемой одновременно с двух сторон плёнкой формируется полимерное покрытие; оптимальное натяжение составляет 0,5—0,65 от предела текучести стальной полосы[6].
Современные агрегаты непрерывного нанесения полимерных покрытий в России
В России АННПП работают на нескольких металлургических предприятиях. В частности, две линии окрашивания и нанесения полимерных органических покрытий на полосу толщиной 0,3—2,0 мм и шириной 900—1800 мм функционируют на Новолипецком металлургическом комбинате (ПАО «НЛМК»).

Также две линии нанесения полимерных покрытий на полосу толщиной 0,5—0,65 мм и шириной 760—1000 мм из углеродистой и динамной стали эксплуатируются на Череповецком металлургическом комбинате (ПАО «Северсталь»); вторая из них — двухлинейный агрегат горячего цинкования и нанесения полимерных покрытий — была введена в эксплуатацию в 2018 году[7][8].
В настоящее время ПАО «Северсталь» выпускает линейку брендов оцинкованного листового проката с полимерными покрытиями, специально разработанными для изготовления металлочерепицы — «Стальной шёлк» и «Стальной бархат». Ещё один бренд — «Стальной кашемир» и «Стальной кашемир — Скользящий дождь» — представляет собой оцинкованный лист с полимерным полиуретановым покрытием по 40 мкм с каждой стороны и гарантированной толщиной металла 0,55 мм, он специально разработан для изготовления водосточных систем[9].
АННПП работает и на Магнитогорском металлургическом комбинате (ПАО «ММК»), а также на входящем в группу ММК Лысьвенском металлургическом заводе. На этом заводе с 2018 г. выпускают трёхслойный прокат с полимерным покрытием SteelArt, изготавливаемый по технологии Print и имеющий повышенную коррозионную стойкость и устойчивость к повреждениям. Эта технология позволяет точно имитировать структуру и фактуру разных материалов — дерева, кирпичной кладки, камня и т. п., что очень удобно для внешней и внутренней отделки[10].
Из других стран бывшего СССР, агрегат непрерывного нанесения полимерного покрытия с цветовым окрашиванием есть в Казахстане на комбинате Qarmet (ранее — Карагандинский металлургический комбинат) в Темиртау. На комбинате «Запорожсталь» также есть линия нанесения полимерных покрытий. Информация по реальной степени её загрузки в настоящее время отсутствует.
Примечания
Литература
- Рудской А. И., Лунёв В. А. Теория и технология прокатного производства. СПб. : Наука, 2008. — 525 с. — ISBN 978-5-02-025302-5.
- Полухин П. И., Федосов Н. М., Королёв А. А., Матвеев Ю. М. Прокатное производство. — М.: Металлургия, 1982. — С. 492—529. — 696 с.
- Диомидов Б. Б., Литовченко Н. В. Технология прокатного производства. М. : Металлургия, 1979. — С. 385—418. — 488 с.
- Парамонов В. Надёжно, технологично, красиво. Развитие производства металлопродукции с полимерными покрытиями. Металлы Евразии. 2008. № 4. С. 68—70.
- Максимов Е. А., Шаталов Р. Л. Современные линии для нанесения полимерных покрытий на рулонный металлопрокат. Чёрная металлургия. Бюллетень научно-технической и экономической информации. ISSN 0135-5910. 2016. № 6. С. 52—59.
| Правообладателем данного материала является АНО «Интернет-энциклопедия «РУВИКИ». Использование данного материала на других сайтах возможно только с согласия АНО «Интернет-энциклопедия «РУВИКИ». |